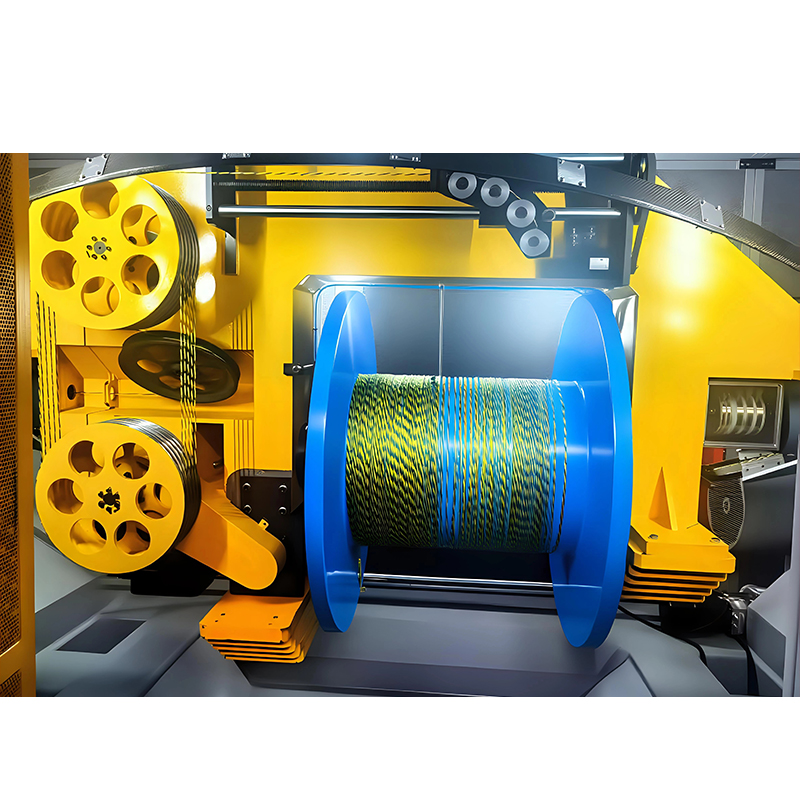
Mesin stranding adalah perangkat industri yang memutar atau meletakkan beberapa kabel, konduktor, atau untaian serat secara heliks menjadi satu struktur kabel terpadu — dan merupakan bagian dasar dari peralatan di balik hampir setiap kabel listrik, jalur telekomunikasi, dan tali kawat khusus dalam infrastruktur modern. Dari kabel listrik di dalam dinding rumah Anda hingga saluran transmisi tegangan tinggi yang membentang ratusan mil, dan dari kabel serat optik bawah laut hingga tali kawat elevator, semua produk ini memiliki integritas struktural dan kinerja kelistrikan yang berkat rekayasa presisi dari sebuah mesin terdampar .
Apa Itu Mesin Terdampar? Definisi dan Fungsi Inti
Mesin stranding adalah sistem manufaktur presisi yang dirancang untuk menggabungkan beberapa kabel atau filamen individu dengan memelintirnya bersama-sama dalam pola heliks yang terkontrol, menghasilkan konduktor atau kabel terdampar yang secara mekanis lebih kuat, lebih fleksibel, dan secara elektrik lebih unggul daripada kawat padat tunggal dengan penampang setara.
Prinsip dasar di balik a mesin terdampar Caranya sederhana: masing-masing kawat payoff (kumparan atau kumparan) dipasang pada rangka atau pamflet yang berputar, dan saat mesin berjalan, perputaran rangka ini menyebabkan masing-masing kabel terletak secara heliks di sekitar inti pusat atau mengelilingi satu sama lain. Hasilnya adalah produk terdampar yang sifat mekanik dan listriknya ditentukan oleh panjang lay (pitch), jumlah kabel, diameter kawat, dan geometri terdampar.
Mesin Stranding digunakan untuk memproduksi:
- Konduktor tembaga dan aluminium terdampar untuk kabel listrik dan kabel listrik
- Tali kawat baja untuk crane, elevator, jembatan gantung, dan tambatan lepas pantai
- Inti kabel serat optik untuk telekomunikasi dan transmisi data
- Rakitan kabel lapis baja untuk aplikasi bawah laut, pertambangan, dan militer
- Konduktor khusus seperti ACSR (Aluminum Conductor Steel Reinforced) untuk saluran transmisi overhead
Bagaimana Cara Kerja Mesin Stranding? Proses Langkah demi Langkah
Mesin stranding bekerja dengan mengumpankan untaian kawat individu dari kumparan pembayaran yang berputar melalui serangkaian cetakan pemandu dan cetakan penutup, di mana untaian tersebut ditarik bersama-sama dan dipelintir menjadi konfigurasi heliks akhir di bawah tegangan yang terkendali.
Tahap 1: Pengendalian Imbalan dan Ketegangan
Kumparan atau kumparan kawat individual dimuat ke sistem pembayaran mesin. Setiap gelendong mengumpankan satu helai kawat. Rem tegangan atau sistem penari aktif menjaga tegangan yang konsisten dan terkontrol secara individual pada setiap kabel — biasanya dalam kisaran ±2% dari setpoint — untuk mencegah peletakan yang tidak rata, putusnya kabel, atau deformasi konduktor selama proses penggulungan.
Tahap 2: Sistem Pra-pembentukan dan Panduan
Dalam banyak kualitas tinggi mesin terdampars , masing-masing kabel melewati alat pra-pembentukan sebelum mencapai cetakan penutup. Pra-pembentukan membengkokkan setiap kawat sedikit ke arah perjalanannya pada untaian akhir, mengurangi tekanan internal pada kabel yang sudah jadi dan meningkatkan fleksibilitas. Cincin pemandu dan rol mengarahkan setiap helai ke posisi sudut yang benar sebelum ditutup.
Tahap 3: Penutupan Die
Semua untaian individu bertemu pada cetakan penutup - perkakas karbida atau baja yang diperkeras dengan mesin presisi dengan lubang tengah yang disesuaikan dengan diameter luar konduktor terdampar akhir. Cetakan penutup memampatkan untaian menjadi geometri penampang akhir, baik bulat, berbentuk sektor, atau padat (konstruksi Milliken untuk konduktor yang sangat besar).
Tahap 4: Pengambilan dan Spooling
Konduktor terdampar yang telah selesai keluar dari cetakan penutup dan digulung ke dalam gulungan pengambil atau drum dengan sistem penggulung yang digerakkan oleh penggulung. Kecepatan take-up, yang disinkronkan dengan kecepatan rotasi frame stranding, menentukan panjang lay (pitch) dari stranding — sebuah parameter kualitas yang penting. Modern mesin terdampars menggunakan sistem kontrol loop tertutup berpenggerak servo yang menjaga akurasi panjang peletakan hingga ±0,5 mm di seluruh proses produksi penuh.
Jenis Mesin Stranding: Desain Mana yang Tepat untuk Produk Anda?
Ada lima tipe utama mesin stranding — tubular, planetary (kaku), bow (skip), tandan, dan drum twisting — masing-masing dioptimalkan untuk jenis kawat tertentu, kecepatan produksi, dan konstruksi kabel.
1. Mesin Stranding Berbentuk Tabung
berbentuk tabung mesin terdampar adalah desain yang paling banyak digunakan dalam industri kawat dan kabel. Kumparan kawat individu dipasang di dalam tabung logam berputar ("dudukan" atau "kandang"). Saat tabung berputar, kabel diletakkan secara heliks di sekitar elemen pusat. Mesin berbentuk tabung dapat menangani 6 hingga 61 atau lebih kumparan per lapisan dan mampu menghasilkan konstruksi multi-lapisan. Kecepatan saluran biasanya 20–120 m/mnt, dengan beberapa model kecepatan tinggi mencapai 200 m/mnt untuk aplikasi kawat halus. Mereka adalah pilihan standar untuk konduktor tembaga terdampar pada kabel listrik dengan penampang 1,5 mm² hingga 1.000 mm².
2. Mesin Stranding Planet (Kaku).
Dalam mesin planetary stranding, kumparan dipasang pada rangka yang berputar tetapi dijaga agar tidak berputar relatif terhadap rangka mesin dengan sistem roda gigi planetary — artinya kumparan itu sendiri tidak berputar, hanya rangka yang membawanya yang berputar. Hal ini menghilangkan putaran balik pada untaian jadi, yang sangat penting untuk produksi tali kawat baja, kabel lapis baja, dan produk yang masing-masing kabelnya harus mempertahankan bentuk lurus aslinya. Mesin planetary lebih lambat (biasanya 5–30 m/mnt) tetapi menghasilkan konstruksi tali yang presisi secara geometris dan tegangan sisa yang rendah.
3. Mesin Stranding Busur (Lewati).
Mesin bow stranding menggunakan "busur" atau lengan berputar yang membawa kawat dari gelendong hasil stasioner dan membungkusnya di sekitar elemen pusat. Karena gulungan pembayaran tidak bergerak, desain ini menangani gulungan yang sangat besar dan berat sehingga tidak praktis untuk diputar dalam mesin berbentuk tabung. Bow strander biasa digunakan dalam produksi pelindung kawat baja, pelindung kabel tegangan menengah, dan aplikasi pengukur berat lainnya. Kecepatan jalur umumnya berkisar antara 5 hingga 40 m/menit, dan desainnya secara alami cocok untuk mengaplikasikan pita perekat, pengisi, dan lapisan alas secara bersamaan dengan aplikasi kawat.
4. Mesin Pengikat
Mesin pengikat (juga disebut sekelompok untaian) memelintir beberapa kabel halus menjadi satu tanpa mempertahankan arah peletakan atau susunan geometris yang konsisten — kabel-kabel tersebut hanya digabungkan menjadi satu dalam heliks acak atau semi-acak. Ini menghasilkan konduktor terdampar yang paling fleksibel untuk aplikasi seperti kabel fleksibel, kabel las, kabel speaker, dan rangkaian kabel otomotif. Mesin pengelompokan bekerja pada kecepatan yang sangat tinggi — biasanya kecepatan flyer 400–1.500 RPM — dan dirancang untuk diameter kawat halus dari 0,05 mm hingga 0,5 mm.
5. Mesin Pemutar Drum (SZ Terdampar)
Mesin stranding SZ (juga disebut oscillating lay atau drum twister) tidak memutar seluruh sistem pembayaran. Sebagai gantinya, ia menerapkan putaran kiri dan kanan bergantian ke elemen kabel menggunakan osilasi bolak-balik. Desain revolusioner ini memungkinkan kabel dipilin pada kecepatan saluran yang sangat tinggi (hingga 500 m/mnt untuk kabel tabung longgar serat optik) karena tidak ada massa yang berputar. SZ stranding merupakan teknologi dominan untuk pembuatan kabel serat optik dan juga digunakan untuk kabel listrik tegangan rendah, kabel kontrol, dan kabel data. Arah peletakan bergantian menciptakan pola "SZ" yang memungkinkan kabel yang sudah jadi dibuka dan ditutup kembali tanpa terurai selama operasi penyambungan.
| Tipe Mesin | Kecepatan Khas | Rentang Kawat | Aplikasi Utama | Putar Kembali |
| berbentuk tabung | 20–200 m/mnt | diameter 0,3–5,0 mm. | Konduktor kabel listrik | Ya |
| Planet (Kaku) | 5–30 m/mnt | diameter 1,0–10,0 mm. | Tali kawat, kabel lapis baja | Tidak |
| Busur (Lewati) | 5–40 m/mnt | diameter 1,0–8,0 mm. | Armor berat, ACSR | Tidak |
| Berkumpul | 400–1.500 RPM | diameter 0,05–0,5 mm. | Kabel fleksibel, kabel otomatis | Ya |
| SZ / Memutar Drum | Hingga 500 m/mnt | Tabung longgar, kawat halus | Fiber optik, kabel data | Tidak |
Tabel: Perbandingan lima jenis mesin stranding utama berdasarkan kecepatan, kisaran diameter kawat, aplikasi, dan karakteristik putaran belakang.
Parameter Teknis Utama dari Mesin Stranding
Parameter teknis yang paling penting dari setiap mesin stranding adalah panjang peletakan (pitch), kecepatan putaran, kapasitas gelendong, dan akurasi kontrol tegangan — keempat faktor ini menentukan kualitas akhir dan konsistensi produk stranded.
Panjang Lay (Pitch)
Panjang lay adalah jarak aksial sepanjang kabel di mana satu kawat menyelesaikan satu putaran heliks penuh. Ini adalah salah satu parameter kualitas terpenting dalam produksi kabel terdampar. Panjang kabel yang lebih pendek menghasilkan kabel yang lebih fleksibel dengan hambatan listrik yang lebih tinggi karena panjang kabel per satuan panjang kabel yang lebih besar. Standar seperti IEC 60228 menetapkan rentang panjang peletakan untuk kelas konduktor yang berbeda — misalnya, konduktor fleksibel Kelas 5 harus memiliki panjang peletakan tidak lebih besar dari 16× diameter kawat individu, sedangkan konduktor terdampar Kelas 2 mengizinkan panjang peletakan hingga 25× diameter kawat.
Kecepatan Terdampar dan Kecepatan Rotasi
Kecepatan jalur (m/mnt) dan kecepatan putaran cradle/flyer (RPM) bersama-sama menentukan panjang peletakan dan hasil produksi. Untuk mesin stranding berbentuk tabung yang memproduksi konduktor dengan panjang lay 50 mm pada kecepatan saluran 60 m/mnt, dudukannya harus berputar pada 1.200 RPM (60 m/mnt −0,05 m/rev). Mesin tubular berkecepatan tinggi modern mencapai kecepatan cradle 1.500–2.000 RPM untuk produksi kawat halus. Meningkatkan kecepatan saluran tanpa meningkatkan putaran secara proporsional akan mengubah panjang kabel dan mengubah sifat listrik dan mekanik kabel.
Kapasitas dan Jumlah Gelendong
Jumlah dan ukuran kumparan yang dapat dibawa oleh mesin stranding secara langsung menentukan konstruksi kabel apa yang dapat dihasilkannya. Mesin tubular 7 gelendong menghasilkan 1 6 konstruksi (satu kawat tengah ditambah enam kabel luar). Mesin dengan 61 gelendong dapat menghasilkan konstruksi multi-lapisan yang kompleks termasuk 1 6 12 18 24 = 61 kawat konduktor. Diameter gelendong (umumnya 200 mm hingga 800 mm) menentukan berapa banyak kawat yang dapat dimuat per proses produksi, yang secara langsung berdampak pada efisiensi produksi dan frekuensi penghentian penggantian gelendong.
Sistem Kontrol Ketegangan
Pengendalian tegangan bisa dibilang merupakan aspek modern yang paling canggih mesin terdampar desain. Setiap kawat harus diumpankan dengan tegangan yang benar sepanjang siklus penipisan gelendong — tegangan yang terlalu tinggi menyebabkan pemanjangan kawat dan pengurangan diameter; terlalu rendah menyebabkan kelonggaran dan pembentukan gelombang. Alat berat yang canggih menggunakan rem tegangan yang dapat diprogram dengan umpan balik penari roll, yang menjaga tegangan kawat individu dalam kisaran ±1–2% sepanjang siklus penipisan gelendong penuh. Sistem tegangan servo loop tertutup menambah biaya alat berat sebesar 15–30% namun mengurangi variasi resistansi konduktor dari ±5% menjadi di bawah ±1%.
Menutup Sistem Mati
Bentuk cetakan penutup menentukan geometri akhir konduktor terdampar. Cetakan penutup bundar menghasilkan standar penampang melingkar di sebagian besar kabel. Dies sektor menghasilkan sektor berbentuk trapesium atau D yang digunakan pada kabel daya multi-inti untuk meminimalkan diameter kabel. Cetakan stranding yang ringkas (atau terkompresi) memampatkan konduktor hingga 90–92% dari penampang melingkar nominalnya, sehingga mengurangi keseluruhan diameter kabel sebesar 8–12% — penghematan material yang signifikan untuk produksi kabel bervolume besar.
Aplikasi Mesin Stranding di Industri Besar
Mesin stranding sangat diperlukan di sektor pembangkit listrik, telekomunikasi, konstruksi, dirgantara, dan otomotif — industri apa pun yang bergantung pada kabel, konduktor, atau tali kawat bergantung langsung pada keluaran mesin stranding.
| Industri | Jenis Produk | Jenis Mesin Terdampar | Persyaratan Utama |
| Utilitas Listrik | Konduktor kabel HV/EHV | berbentuk tabung (multi-layer) | Penampang konduktor besar |
| Telekomunikasi | Inti kabel serat optik | SZ Stranding | Kecepatan tinggi, tanpa tekanan serat |
| Konstruksi / Sipil | Kabel penahan jembatan, tali | Planet / Busur | Tidak back-twist, high break load |
| Otomotif | Konduktor rangkaian kabel | Berkumpul / High-speed tubular | Kawat halus, fleksibilitas tinggi |
| Minyak & Gas / Kelautan | Kabel bawah laut lapis baja | Busur / Planet Kaku | Ketahanan korosi, kekuatan tarik |
| Energi Terbarukan | Kabel susunan turbin angin | berbentuk tabung (compact strand) | Fleksibilitas torsi, ketahanan UV |
Tabel: Aplikasi mesin terdampar di seluruh industri utama, menunjukkan jenis produk, konfigurasi mesin, dan persyaratan teknis utama.
Mesin Stranding vs. Mesin Kabel: Apa Bedanya?
Mesin stranding menggabungkan masing-masing kabel menjadi konduktor terdampar, sedangkan mesin pengkabelan merakit beberapa inti berinsulasi, pengisi, dan lapisan pelindung menjadi kabel multi-inti yang sudah jadi — keduanya merupakan langkah produksi berurutan, bukan mesin yang dapat dipertukarkan.
Perbedaan ini penting bagi produsen kabel yang merencanakan jalur produksi. Mesin stranding beroperasi pada kabel telanjang atau berenamel — keluarannya adalah konduktor terdampar yang nantinya akan diisolasi. Mesin pengkabelan (juga disebut mesin peletakan atau mesin perakitan kabel) mengambil inti berinsulasi — masing-masing sudah berisi konduktor terdampar — dan memelintirnya bersama dengan pengisi, pita, layar, dan selubung untuk membentuk kabel multi-konduktor lengkap.
| Fitur | Mesin Terdampar | Mesin Kabel |
| Bahan Masukan | Kabel tunggal telanjang/berenamel | Inti konduktor terisolasi |
| Produk Keluaran | Konduktor terdampar | Rakitan kabel multi-inti |
| Tahap Proses | Awal (pembentukan konduktor) | Terlambat (perakitan kabel) |
| Diameter Elemen | kawat 0,05–10 mm | Inti berinsulasi 5–150 mm |
| Kecepatan Khas | 20–500 m/mnt | 2–30 m/mnt |
| Fungsi Tambahan | Pemadatan, pembentukan sektor | Merekam, mengisi, menyaring |
Tabel: Perbandingan berdampingan antara mesin stranding dan mesin pengkabelan berdasarkan fungsi, input/output, dan tahapan proses.
Panduan Membeli Mesin Stranding: Faktor Kunci yang Harus Dievaluasi Sebelum Membeli
Memilih mesin stranding memerlukan evaluasi enam faktor penting: rangkaian produk, kecepatan keluaran yang dibutuhkan, ukuran dan jumlah gelendong, tingkat otomatisasi, jejak kaki, dan dukungan purna jual — dan kesalahan salah satu dari faktor-faktor ini dapat mengakibatkan mesin tidak berkinerja baik sesuai dengan rencana produksi yang diharapkan sejak hari pertama.
1. Tentukan Portofolio Produk Anda Terlebih Dahulu
Sebelum mengevaluasi mesin tertentu, petakan seluruh ukuran konduktor, diameter kawat, panjang peletakan, dan konstruksi stranding yang harus ditangani oleh lini produksi Anda. Mesin yang dioptimalkan untuk konduktor berukuran 1,5–10 mm² tidak akan bekerja dengan baik dalam memproduksi konduktor beruntai padat berukuran 400 mm², meskipun secara teknis mampu. Banyak produsen menawarkan modular mesin terdampars yang dapat dikonfigurasi ulang dengan dudukan gelendong yang berbeda atau sistem cetakan penutup untuk mencakup rangkaian produk yang lebih luas tanpa membeli banyak mesin.
2. Hitung Output Produksi yang Dibutuhkan
Hitung keluaran konduktor bulanan yang diperlukan dalam ton atau kilometer, lalu kerjakan mundur untuk menentukan kecepatan jalur minimum dan jam pengoperasian yang diperlukan. Misalnya, memproduksi konduktor terdampar berukuran 25 mm² dengan kecepatan 500 km/bulan dengan ketersediaan mesin 80% memerlukan kecepatan saluran sekitar 80 m/mnt yang dijalankan 2 shift per hari. Membeli mesin dengan kecepatan 40 m3/menit untuk permintaan ini akan segera menciptakan hambatan produksi.
3. Sistem Otomasi dan Pengendalian
Mesin stranding modern tersedia dengan sistem kontrol berbasis PLC mulai dari pengaturan parameter dasar hingga manajemen resep yang sepenuhnya otomatis, pemantauan kualitas online, dan integrasi data Industri 4.0. Kontrol panjang peletakan otomatis, pemantauan ketegangan secara real-time dengan sistem alarm, dan peningkatan/penurunan kecepatan otomatis pada penipisan gelendong dapat mengurangi tingkat scrap sebesar 30–50% dibandingkan dengan mesin yang dioperasikan secara manual. Biaya modal tambahan dari otomatisasi tingkat lanjut biasanya terbayar dalam 12–24 bulan melalui pengurangan limbah material dan biaya tenaga kerja dalam produksi bervolume tinggi.
4. Persyaratan Jejak dan Pemasangan
Mesin stranding tubular dengan 61 kumparan untuk produksi konduktor besar dapat memiliki panjang 15–25 meter dan berat 20–50 ton, memerlukan lantai beton bertulang dengan lubang pondasi dan isolasi getaran. Jalur untaian SZ untuk kabel serat optik, meskipun berproduksi pada kecepatan sangat tinggi, memiliki tapak yang lebih kompak — biasanya 8–15 meter — karena tidak adanya massa dudukan yang berputar. Rencanakan tata letak pabrik dan kapasitas derek serta pemilihan alat berat, karena meremehkan persyaratan pemasangan dapat menambah 15–25% total biaya proyek.
5. Dukungan Purna Jual dan Ketersediaan Suku Cadang
Cetakan penutup, bantalan rem tegangan, bantalan gelendong, dan bantalan dudukan merupakan komponen habis pakai dalam segala hal. mesin terdampar . Verifikasi bahwa pabrikan memiliki gudang suku cadang lokal atau regional, menawarkan jaminan waktu respons untuk kerusakan kritis (idealnya di bawah 48 jam), dan memberikan pelatihan operator sebagai bagian dari paket commissioning. Waktu henti pada mesin stranding di pabrik kabel dapat memakan biaya $5.000–$50.000 per shift tergantung pada skala produksi — kualitas layanan purna jual bukanlah pertimbangan kedua.
Standar Mutu dan Pengujian Konduktor Terdampar
Konduktor terdampar yang diproduksi pada mesin terdampar harus memenuhi IEC 60228, ASTM B8, atau standar nasional setara yang menentukan kelas konduktor, resistansi maksimum, fleksibilitas minimum, dan toleransi dimensi — kepatuhan terhadap standar ini wajib untuk produk kabel di sebagian besar pasar yang diatur.
IEC 60228 mengklasifikasikan konduktor terdampar menjadi empat kelas berdasarkan fleksibilitas dan konstruksi:
- Kelas 1: Konduktor padat — tidak diproduksi pada mesin stranding
- Kelas 2: Konduktor terdampar untuk pemasangan tetap — terdampar berbentuk tabung, panjangnya relatif panjang
- Kelas 5: Konduktor fleksibel — kumpulan kawat halus, pendek, untuk kabel fleksibel dan peralatan portabel
- Kelas 6: Konduktor ekstra fleksibel — kumpulan kawat terbaik, letak terpendek, untuk kabel las dan aplikasi yang sangat fleksibel
Uji kualitas utama yang dilakukan pada keluaran konduktor terdampar dari mesin terdampar mencakup pengukuran resistansi DC sesuai IEC 60228, pemeriksaan dimensi (pengukuran OD, kebulatan), verifikasi panjang peletakan, dan pengujian lentur (jumlah siklus tikungan hingga kegagalan) untuk kelas konduktor fleksibel.
Pertanyaan Yang Sering Diajukan Tentang Mesin Stranding
T: Apa perbedaan antara mesin stranding dan mesin wire drawing?
Mesin penarik kawat mengurangi diameter satu kawat dengan menariknya melalui cetakan yang semakin kecil — mesin ini menghasilkan kawat individual dengan diameter yang tepat dari stok batang yang lebih tebal. Mesin stranding mengambil beberapa kabel individual yang sudah ditarik dan memelintirnya menjadi konduktor yang terdampar. Kedua mesin tersebut berurutan dalam proses produksinya: wire drawing terlebih dahulu, dan stranding kedua. Lini produksi konduktor lengkap biasanya mencakup mesin pemecah batang, mesin penarik kawat menengah dan halus, peralatan anil, dan kemudian mesin stranding.
T: Mengapa kawat terdampar lebih baik daripada kawat padat untuk sebagian besar aplikasi?
Kawat terdampar lebih unggul daripada kawat padat dengan penampang yang sama dalam tiga hal utama. Pertama, fleksibilitas: kawat terdampar dapat ditekuk berulang kali tanpa kegagalan kelelahan logam, sedangkan kawat padat dengan kapasitas arus setara akan retak setelah siklus lentur yang relatif sedikit. Kedua, kapasitas hantar arus pada rangkaian AC: efek kulit menyebabkan arus AC mengalir terutama pada permukaan luar konduktor — konduktor terdampar dengan luas permukaan lebih banyak per satuan volume membawa arus AC lebih efisien, itulah sebabnya kabel daya besar selalu menggunakan konduktor terdampar. Ketiga, toleransi kesalahan: jika salah satu untai putus karena kerusakan mekanis, konduktor tetap berfungsi, sedangkan putusnya konduktor padat merupakan kegagalan total.
T: Berapa banyak kabel yang dapat ditangani oleh mesin stranding secara bersamaan?
Hal ini bergantung sepenuhnya pada desain dan ukuran mesin. Mesin tubular stranding tingkat awal menangani 7 kabel (1 6 konstruksi), sedangkan mesin industri besar menampung 19, 37, 61, atau bahkan lebih kumparan untuk konstruksi multi-layer stranded. Mesin pengelompokan untuk kawat yang sangat halus dapat memproses 100 kabel individual secara bersamaan dalam sekali lintasan. Konduktor yang sangat besar — seperti konduktor Milliken berukuran 2.500 mm² yang digunakan pada kabel DC tegangan tinggi — diproduksi dengan terlebih dahulu merangkai sub-segmen pada beberapa mesin stranding, kemudian merakit segmen tersebut menjadi konduktor akhir pada mesin pengkabelan.
T: Perawatan apa yang dibutuhkan mesin stranding?
Jadwal perawatan mesin yang terdampar berpusat pada pelumasan bantalan dudukan (biasanya setiap 500–1.000 jam pengoperasian), inspeksi dan penggantian kampas rem tegangan, pemantauan keausan cetakan penutup (cetakan harus diganti ketika diameter lubang melebihi nominal lebih dari 0,1 mm untuk mempertahankan geometri konduktor), inspeksi penggerak sabuk dan roda gigi, dan penggantian bantalan gelendong. Alat berat modern dengan pemantauan kondisi PLC dapat mengingatkan operator akan keausan bearing melalui analisis tanda getaran sebelum terjadi kegagalan — program perawatan prediktif mengurangi waktu henti yang tidak direncanakan sebesar 40–60% dibandingkan dengan perawatan interval terjadwal saja.
T: Dapatkah mesin stranding menghasilkan konduktor aluminium dan juga tembaga?
Ya. Mesin stranding tubular atau planetary yang sama dapat memproses kabel tembaga dan aluminium, karena prinsip stranding bersifat material-agnostic. Namun, ada perbedaan pengaturan yang penting. Kawat aluminium secara signifikan lebih lembut daripada tembaga dan lebih rentan terhadap kerusakan permukaan dari komponen pemandu, sehingga memerlukan elemen pemandu yang halus dan dipoles dengan jari-jari kontak yang lebih besar. Aluminium juga lebih sulit mengeras dibandingkan tembaga, sehingga pengaturan tegangan harus dikurangi (biasanya sebesar 30–40%) untuk mencegah pemanjangan kawat. Untuk produksi ACSR (Aluminum Conductor Steel Reinforced), bow strander atau mesin tubular khusus dengan sistem pembayaran inti baja pusat digunakan untuk meletakkan untaian aluminium di atas inti baja yang telah ditempatkan sebelumnya.
T: Apa yang dimaksud dengan putaran balik pada mesin stranding dan mengapa itu penting?
Putaran balik terjadi pada mesin stranding berbentuk tabung karena kumparan berputar bersama dudukannya — ini berarti setiap kawat tidak hanya terpuntir di sekitar sumbu kabel tetapi juga mengalami putaran terbalik pada sumbunya saat terbayar. Untuk konduktor tembaga, putaran balik umumnya tidak berbahaya. Namun, untuk produksi tali kawat baja, putaran balik menyebabkan tekanan internal yang mengurangi kekuatan putus tali sebesar 5–15% dan dapat menyebabkan tali berputar karena beban — suatu karakteristik yang berbahaya untuk aplikasi pengangkatan. Mesin stranding planetary (kaku) sepenuhnya menghilangkan putaran balik dengan memutar kumparan berlawanan dengan putaran dudukan, itulah sebabnya mesin ini menjadi standar untuk aplikasi tali kawat dan pelindung.
Kesimpulan: Mengapa Mesin Stranding Tetap Penting dalam Manufaktur Kabel Modern
Mesin stranding bukan hanya sebuah peralatan pabrik — ini adalah teknologi yang memungkinkan di balik setiap jaringan listrik, sistem telekomunikasi, dan kabel struktural di dunia modern.
Dari mesin tubular 7-kawat yang paling sederhana yang memproduksi kabel rumah tangga yang fleksibel hingga mesin stranding SZ tercanggih yang memproduksi 1.000 kabel serat optik dengan kecepatan 500 m/mnt, misi mendasar dari setiap mesin terdampar Hal yang sama juga terjadi: mengubah masing-masing kabel menjadi struktur terpadu dan optimal yang lebih kuat, lebih fleksibel, dan lebih hemat listrik dibandingkan komponen individualnya.
Ketika permintaan global akan infrastruktur listrik, jaringan data berkecepatan tinggi, kendaraan listrik, dan sistem energi terbarukan terus meningkat, mesin yang terdampar (stranding machine) berada di awal rantai pasokan yang memungkinkan semua hal tersebut menjadi mungkin. Memilih jenis yang tepat — tubular, planetary, bow, tandan, atau SZ — dan menentukannya dengan benar untuk kisaran produk target, kecepatan, dan standar kualitas adalah keputusan teknis paling penting yang akan diambil oleh produsen kabel. Lakukan dengan benar, dan mesin ini akan menghasilkan jutaan meter produk yang konsisten dan patuh selama 20 tahun atau lebih.